

朗格注塑机-S9-140
锁模单元
1、射胶部件采用双缸平衡设计,射胶压力更高,结构简单稳定。设计空间更短。故障率低。
2、加大射移油缸,大机型采用双射移油缸结构,有效的防止射嘴在机器高速运转下,由于机器震动等原因而产生漏胶现象。
3、射胶导套采用石墨衬套,提高衬套耐磨性能,减少对衬套添加润滑频率,有效改善注射部件的清洁度。
4、射胶油缸和射缸油缸采用低摩擦密封,提高注射响应速率及复杂工艺情况下提供射胶稳定性。
5、桥式射台座整体设计,适用于不同长径比的塑化部件。
6、超大拉杆内间距(横向拉杆内距加大一档)。
射胶部件
1、前连杆采用连体结构,提高连杆的刚性,保证连杆加工尺寸的一致性。可以减小销轴与缸套的配合间隙。保证连杆机构的精度,提高连杆机构的使用寿命。
2、锁模头板采用箱式结构设计,模板厚度及内部强筋加厚,提高头板刚性,更加有效的减小拉杆受力时弯曲变形。
3、中大机型独特的尾板法兰设计,尾板受力变形时,通过尾板法兰与拉杆的配合支撑,产生与尾板变形反向力矩,从而减小尾板变形。
4、采用齿轮调模结构重复精度高,调模力大
5、超高螺杆注射压力(注射压力对比S8系列提高20%)。
6、超快注射速度(注射速度已120mm/s为标准)
液压润滑部件
低噪音
液压控制结构设计合理,集成度较高,独特的降噪处理使机器运行平稳安静,使工作环境更加舒适。
低油耗
油温的降低,大大延长密封件的使用寿命,油液清洁系统可以快速有效的过滤油污,确保液压件的使用寿命。
控制系统
-
人性化的电脑操作界面操作简单,操作箱可旋转设计,操作方便。
-
优化的电气设计,采用知名品牌注塑机专用电脑,响应速度快,控制可靠。
-
设备生产过程中的资料完全保存,资料、清单、图形等不同展现方式完全符合实际应用需要。
-
参数资料保护锁并带有断电自助保存功能,超容量的数据存储功能。
-
实现产品过程中的产品工艺参数设定值、实际值等相关资料完整记录。
伺服节能系统
1.通过总线以高速通讯方式实现对实际压力、流量、驱动器输出电流,负载率等多个信号的实时监控。
2.大中型注射器采用双泵或多泵合流方式,对伺服采用特殊控制技术,实现伺服油泵控制的完美同步,达到多台油泵合流的完美效果。
最新资讯
-
 2025-04-18 15:59 东莞凡迹公司官网试运行测试
2025-04-18 15:59 东莞凡迹公司官网试运行测试 -
2025-04-26 20:37 ABS注塑成型工艺-注塑温度-烤料温度
-
2025-05-05 15:31 全电动注塑机、混合注塑机和伺服液压注塑机的区别
-
2025-05-05 15:36 注塑机电机常见词汇释义
-
 2025-05-05 16:00 什么是注塑成型,注塑机,注塑模具。
2025-05-05 16:00 什么是注塑成型,注塑机,注塑模具。 -
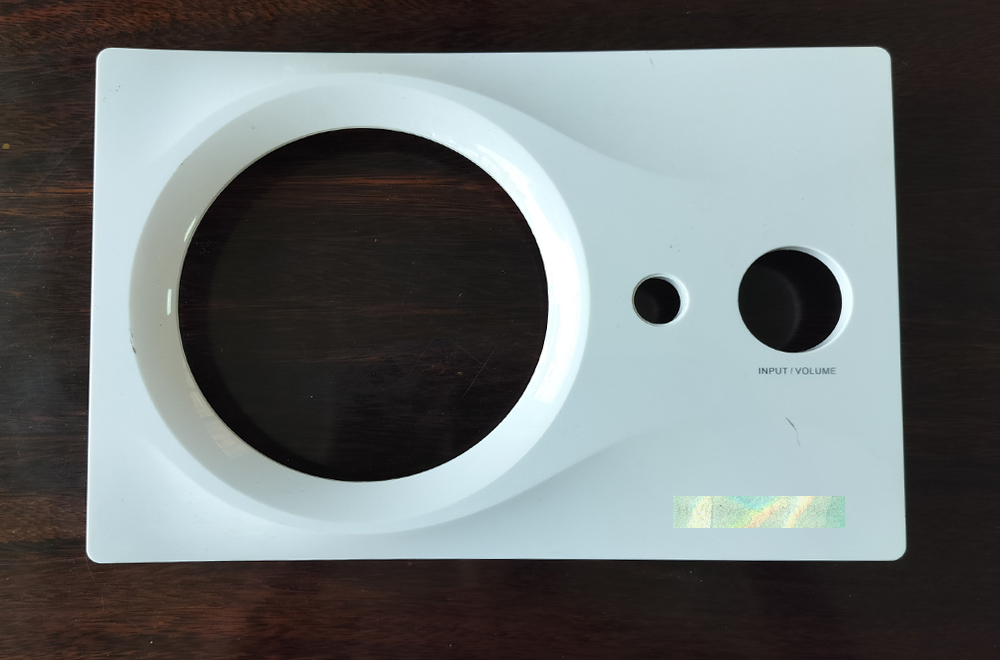 2025-05-10 19:32 客户音箱面板注塑加工完成,可以交付使用
2025-05-10 19:32 客户音箱面板注塑加工完成,可以交付使用 -
 2025-05-13 09:17 东莞注塑加工代工产品-音箱后罩-订单生产完成
2025-05-13 09:17 东莞注塑加工代工产品-音箱后罩-订单生产完成 -
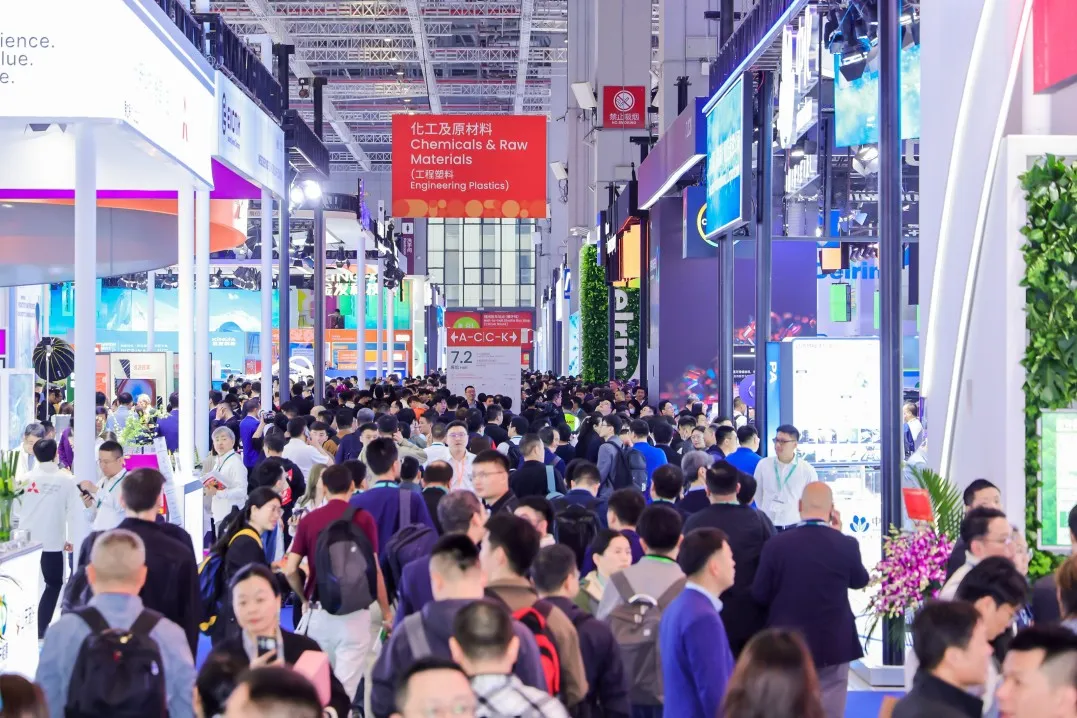 2025-05-14 10:28 2025国际橡塑展吹响“绿色+智能”号角,开幕在即,全球商机一触即发
2025-05-14 10:28 2025国际橡塑展吹响“绿色+智能”号角,开幕在即,全球商机一触即发 -
 2025-05-14 10:36 一季度我国制造业高端化智能化发展提速
2025-05-14 10:36 一季度我国制造业高端化智能化发展提速 -
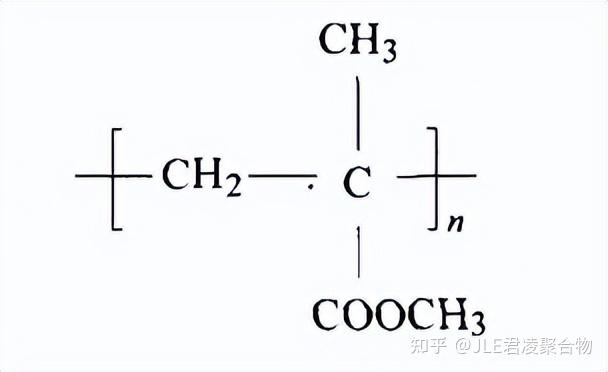 2025-05-14 11:32 PMMA-亚克力结构、性能、分类、改性、应用及成型加工
2025-05-14 11:32 PMMA-亚克力结构、性能、分类、改性、应用及成型加工
